



冰箱生产流水线特点:
1、可以实现冰箱产线零部件组装输送、门体及箱体发泡、抽真空测试、产品性能检测、成品自动化下线等工序地高效组合,极大的提高生产效率。
2、各种自动化设备的加入,可以有效地解决员工急缺、降低操作人员的劳动强度、员工因相关技能不娴熟而造成的效率低下等问题;
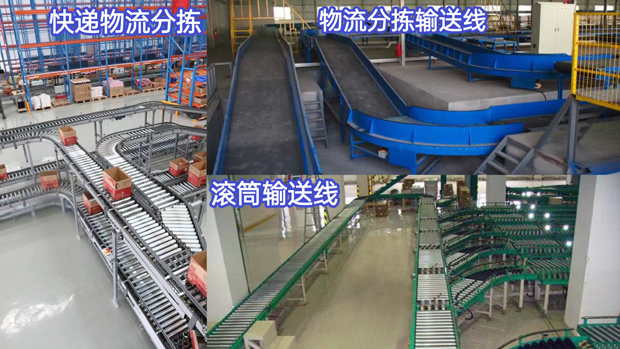
3、冰箱输送自动化生产线,具有承载能力大、可以多角度运输等优势。
冰箱生产线主要专用设备:
1、内胆吸塑成型设备,具有自动上料、预加热、自动切边,此特点:
A、两侧上料,可实现不停机上料
B、具有加热速度快,成型稳定
C、具备六工位压空成型
D、切边装置采用下刀驱动式,切边美观无毛刺
E、设备效率可达到120模/小时
F、生产产品合格率达到99%以上
2、门及侧板成型设备,具有各自上料、加热、成型等功能,此特点:
A、具有加热速度快,成型稳定
B、伺服电机控制,节能,环保,精度高
C、模具冷却方式采用水循环冷却机组,加热和冷却速度快,温度控制稳定
D、具有三工位压空成型
E、设备效率可达到180模/小时
F、 生产产品合格率达到99%以上
3、压粘合机、立箱机、各式翻转机构、提升机、码垛机等等
电冰箱组装生产线由链条牵引,承重的钢板、塑胶板等固定于输送机两侧导轨内的链条上,作为承重机构。
轻型板链输送机经常在家电生产行业中使用,工位承载能力100KG,重型板链输送机常用于汽车制造、农机制造等工业领域,工位承载能力2T。
链板选择:碳钢、不锈钢、木质、塑钢。
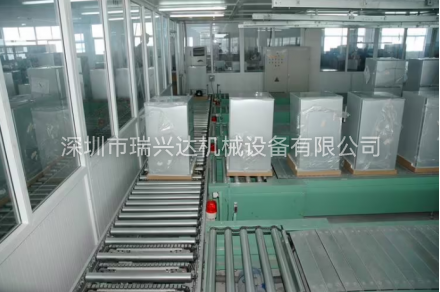
该地面输送线为单班年产10万台冰箱的自动化、机械化装配及检测生产线。生产线主要由门壳体预装线、箱体预装线、总装线、抽真空环形线、检测线、打包线及返修线组成,另外还包括顶升平移机、打包机等各类专机,共同完成冰箱的生产任务。
该地面输送线电气控制系统主要采用日本OMRON可编程序控制器实现自动化程序控制。由于控制点数众多,距离较远,故采用主从站系统控制,而且对所有进出箱状态具有显示功能,整线功能齐全,操作简便,采用PLC控制各单机设备,各单机设备也可独立手动操作,以便于调试及维修。整线布线过渡自然流畅,设有多处防撞箱、落箱及极限保护,线体多处设有急停按钮以备急用。
该地面线具有安装维修方便,外形美观,噪音低,使用寿命长,维护费用低,生产效率高,自动化程度高等优点。
结构:
板链输送线:采用铝合金边框结构,输送面板为铝合金型材,动力装置和涨紧部分采用钢结构支架以满足刚性要求,支脚间距为1.4米,其它附件均采用表面渡锌或发黑处理,线体具有美观一致性。其中,箱体预装线采用面板硫化包胶结构,以防止箱体在输送过程中表面出现磕碰、划伤等缺陷。传动链条采用大滚子双节距滚子链,保证传动稳定可靠,链板高出边框约5mm,使输送 加平稳。速度调整采用电磁滑差调速,能在比较宽的转速范围内进行平滑的1:10无极调速。驱动采用行星摆线针轮减速机,降低了驱动的噪音,而且避免了减速机的漏油现象,使环境清洁。整机结构灵活轻巧,外形美观,安装方便。
动力及无动力辊道线:采用铝合金边框结构,辊筒表面镀硬铬,以保证耐磨要求。辊筒采用直径为60mm的冷轧无缝钢管,中心距为120mm,支脚间距为1.4米。动力辊道输送机采用短节距p=12.7mm的精密滚子链,辊道上沿较边框高出10mm,使输送平稳可靠,调速动力辊道输送机采用变频调速器控制速度,以实现快速、准确变速。支撑采用钢结构支撑,表面镀锌,其它附件表面采用镀锌或发黑处理。整机具有美观大方,轻巧灵活,安装维修方便等特点。
顶升平移机:采用与动力辊道输送机铝合金边框成一体结构,用于板链输送线和辊道输送线之间及辊道与辊道之间的90°输送。顶升平移机采用气动顶升结构,单独动力驱动,四排 链传动箱体,输送平稳 ,无摔箱现象。顶升工作时输送链条上平面高于辊道20mm,降落到位时输送链条上平面低于辊道10mm。其中有一台为双向顶升平移。
90°转向机:采用铝合金边框结构,辊筒表面包胶,以保证箱体在输送时不会出现磕碰、划伤现象。辊筒采用直径为60mm的冷轧无缝钢管,中心距为120mm,输送链条采用短节距p=12.7mm的精密滚子链,辊道上沿较边框高出10mm,使输送平稳可靠。90°旋转采用气缸驱动。支撑采用钢结构支撑。整机具有美观大方,轻巧灵活,安装维修方便等特点。
环形封闭式抽真空线:采用QXT250-50轻型双铰链,标准封闭轨道,机械式涨紧结构,配套滑触线供电,传动采用变频调速电机,可保证抽真空线与装配输送线速度同步,无摔箱、落箱现象。整线设置一个检查轨段,用于装拆链条及便于维修保养。
电性能检测板链输送线:采用铝合金边框结构,面板为铝合金型材,每隔800mm安装一个电源插座,采用内部设置的滑触线供电,整线美观, 实用。
皮带输送线:采用钢结构框架,皮带为3mm厚,上皮带设钢板托板,可保证承载要求,具有输送平稳、可靠,结构简单,安装维护方便等优点。
万向球平台:采用铝合金边框结构,钢结构底托上加装万向球,用于箱体返修过程中的人工自由转向,具有转动灵活,操作方便等优点。
180°弯道:用于板链线之间的平行连接,全线采用钢结构,框架部分采用方管冷弯拼焊而成,面板采用2mm冷轧钢板折弯成型,表面镀硬铬,线体主链条采用特种滚子链,内外链条存在一个节距差,以保证传动同步,采用电磁式无极调速,调整范围广,运行平稳。
电气控制系统:
整线采用可编程序控制器(PLC)控制。总装、检测、打包线集中控制,便于操作。测试线步进输入、输出冰箱,单个输送机能够实现单进不出;单出不进;同进同出;不同线有进有出。单条线进箱要求每进20台冰箱后空出一个工位以便于工作人员走动。在检测线两端设有操作按钮,分别手动控制进出箱体,并且相互间有另一端运行状况的指示与保护。检测板链线检测部分进箱口设置对射式光电开关,其它部分设置反射式光电开关或行程开关。检测线进箱辊筒线设置正反方向控制。冰箱自动输送全过程设有撞箱保护和落箱保护。总装线、打包线和返修线分设手动按钮,手动控制线体的运行或停止,并设置若干“急停”按钮。
工件动作流程:
门体在门体预装皮带线上预装后,上门体发泡线、箱内胆和外壳分别在预装皮带线上预装后,上箱体预装线,预装完的箱体进入发泡线,发泡后的箱体人工放到总装板链线进行总装,并进行抽真空、注制冷剂、通电检测、卤素检漏等工序。不合格的产品经顶升平移机进入返修线,在万向球平台上转向后进入抽空线,合格的产品通过顶升平移机进入进箱辊道,由进箱辊道将箱体随机送入各条检测线上进行制冷特性检测。经过90分钟的通电检测后,经顶升平移机将箱体送入二次检测线,对箱体进行二次通电检测、卤素检漏,不合格的产品经顶升平移机进入动力返修线,再经过万向球平台、无动力返修线、万向球平台、无动力返修线、动力返修线上抽空线返修。
微机检测合格的产品进入总装打包线,冰箱在打包线上完成擦拭清理、目测检验、装附件、装箱单、套纸箱等,然后推入打包机手动辊道进行打包,之后下线,完成全部工作。
 扫一扫咨询微信客服
扫一扫咨询微信客服
服务热线